
Quintus高压热处理工艺可支持HIP和STA热处理同时进行,助力提高增材制造钛合金Ti6Al4V的疲劳强度
近年来,在航空航天、医疗或赛车等尤其注重安全问题的应用领域,人们对增材制造的5/23级钛合金(Ti6Al4V)进行了大量研究工作。轻量化设计让安全裕度降低,因此对材料的高疲劳强度和生产过程稳定性产生了更高需求,这样才能保证机械材料性能的标准偏差非常低。
由QuintusTechnologies开发的高压热处理(HPHT)技术,将传统的HIP循环与集成的后续惰性气体淬火循环相结合,对于在精简、快速和稳健的生产过程中极大限度地提高增材制造钛合金Ti6Al4V的疲劳强度具有极大优势。
高压热处理后处理主要包括热等静压(HIP)、热处理(HT)和表面处理,这一处理步骤是保证生产过程稳定性不可缺少的一部分,应当根据特定合金的类型进行调整。对于钛合金Ti6Al4V这样一种被广泛使用和研究的合金来说,这一处理会显得更加有益。
由于一些承受疲劳载荷的高性能材料的关键部件,对质量和生产控制都有着极高的要求,而增材制造便是当前实现仿生轻量化设计的一项日趋重要的技术。利用增材制造(AM)工艺新颖的微观组织,并采用锻件或铸件已知的成熟热处理方法,也是一种较为新颖的处理方法。
本文将会讲述高压热处理对钛合金疲劳强度的影响,以及在高性能领域的实际应用案例。
HIP可有效修复缺陷,提高HCF强度
与锻造等传统方法生产的部件相比,增材制造的部件的机械性能,特别是抗疲劳性能通常较低。由于逐层堆积的过程会产生气孔、未熔合粉块、微裂纹和残余应力,这些缺陷会引起应力集中,并作为裂纹萌生点,对疲劳性能和延展性都会造成不利影响。
近年来,许多学者(如[4])已研究并证实了使用热等静压(HIP)技术能成功消除L-PBFTi6Al4V材料的内部缺陷,并成功提高疲劳强度。对于L-PBFTi6Al4V材料,广泛使用的热等静压参数为920°C,100MPa和2小时的保温保压时间,这符合ASTMF2924-14的规范,可以可靠地将N=106时的许用应力幅值从小于400MPa大幅提高到大于600MPa(见图3)。
这些工艺参数起初是为钛铸件的孔洞和收缩的热等静压致密化而开发的,与L-PBF材料相比,钛铸件的凝固组织一般更接近平衡态,L-PBF材料在高温处理下的软化比铸件更明显。
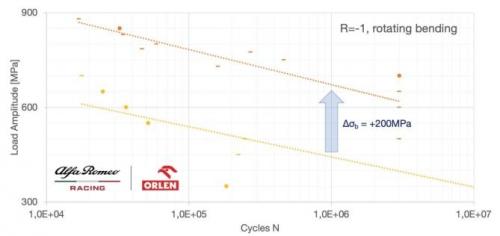
图3:L-PBFTi6Al4V在应力释放(SR,720°C)和应力释放+热等静压条件下的旋转弯曲疲劳强度(阿尔法·罗密欧赛车ORLEN©2020提供)
高温条件下的Ti6Al4V软化
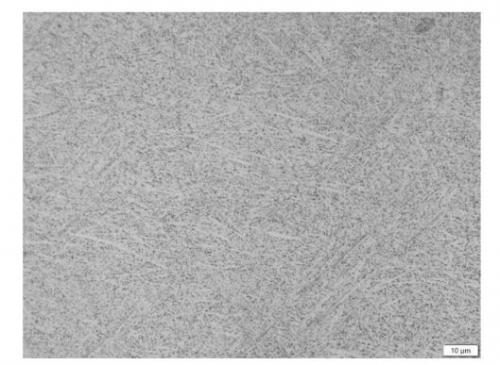
研究表明,L-PBF工艺生产的Ti6Al4V材料在任何一种高温处理后,其静态强度均明显下降[4]。这是由于在“打印”条件下极快冷却的微观组织的亚稳态。原位冷速为104-106K/s[5],这会导致马氏体完全转变为α’相。尽管有些作者报道了Ti6Al4V的Mf温度低于室温,但在J.Mezzetta[6]的XRD实验中,在“打印”状态下,并没有发现残留的β相(图4)。
G.Lütjering等人[7]强调了全片层组织中α团簇尺寸和α片层宽度等特性对冷却速率的依赖性,以及它们对强度(Rp0.2,UTS),延展性(εF)和HCF强度的重要性。他描述了马氏体分解起始温度为700-850°C。这与通常报道中材料从打印条件下的屈服强度损失有关[8]:
◉在高温应力释放过程中从大约1050MPa降至950MPa
(=根据AMS2801在700-800°C退火)
◉高温HIP>900°C从大约1050MPa降至900MPa
(根据ASTMF2924-14,此时发生马氏体完全分解。)
低温HIP的最小化软化
Quintus与合作伙伴[8,9]一起开发、评估并实现了一种新型低温HIP循环,该循环针对非常细小的“打印”的L-PBFTi6Al4V微观组织进行了优化。其基本概念是通过尽可能降低HIP温度来实现极大程度的降低高温软化,并通过增加压力来补偿温度的降低。
T.Kosonen[8]证实,这种新的低温HIP工艺可以实现与在800°C(950MPa)高温下进行应力释放处理大致相同的屈服强度,但结合缺陷致密化后随之而来的是高周疲劳抗性(HCF)。在应力幅值为750MPa的测试中发现[1],经820°C的低温HIP工艺处理后,L-PBFTi6Al4V在N=107时的高周疲劳抗性均达到了理论最大值790MPa,但裕值很窄。
如果允许断裂延伸率<12%,使用最大含氧量(2000µg>1000MPa的更高水平。
虽然缺乏实验证据,但从图5a和图5b的对比可以看出,压力从100MPa升到200MPa,不仅为了实现孔隙的完全致密化,补偿了温度从920°C降到800°C;而且根据勒夏特列原理,相较于bcc结构的β相,稳定了更多的体积的更小的hcpα相,从而有助于在HIP过程中保持细小的层状组织。
高压热处理可同时进行Ti6Al4V的HIP和STA热处理
有时也会无法成功进行低温HIP,例如典型缺陷或最大缺陷尺寸大于300µm[13]时。这不仅在铸件中是如此,在使用所谓的“高速”构建参数时也是如此。D.Herzog发现当采用高速打印工艺时,当体积能量减少超过1.7倍,“打印”的密度有显著下降,并伴随着缺陷的大小从<100µm跳到数百微米[14],这使低温HIP工艺不能完全致密化。
针对这类应用,Quintus开发了高压热处理(HPHT)工艺,实质上是在HIP炉中加入高压气淬(HPGQ)装置。HPHT与传统的HPGQ的区别在于氩冷却气体在大约1500bar和15bar时的密度、速度、热容和热导率有所不同。简化对流换热系数α与冷却气体的Prandtl和Reynolds数的相关关系(如Wakao或Gnielinski关联式),可以认为HPHT下的冷却气体密度约是HPGQ的100倍,而(强制对流冷却气流)气体速度则相反。
结果表明,在1500barHPHT炉和15barHPGQ炉中,气淬速率相似,为>1000K/min,传热系数α>500W/(m2K),使得同时进行Ti6Al4V的HIP和STA(固溶处理和时效)热处理成为可能。对于Ti6Al4V,AMS2801指定了STA使用水或聚合物淬火,这与A.Rottstegge发现的HPHT淬火强度介于油淬和水淬之间的结果很吻合[15]。
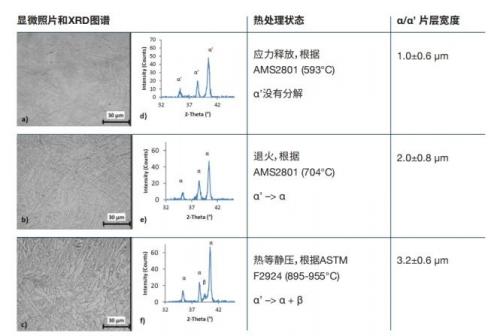
HPHT(HIP+STA)工艺能通过两种抵消的硬化机制来补偿通常HIP温度范围在895-955°C时由于马氏体分解和初生α片层粗化引起的材料软化:
◉快速冷却速率导致880°C以上的温度下形成的β相转变成α’/α”马氏体和纳米级的双层状α+β组织,而不是较软的平衡态微观组织。
◉时效处理过程中共格α2(Ti3Al)粒子的析出。
除了激冷程度,还有两个影响最大强度和延展性的主要因素:
▶氧在规格上限(通常为2000µg/g)或以上将导致更高的溶质拖拽以及更稳定的α2析出[18]。(因此,α2析出硬化不会或仅在很小程度上发生在23级钛中。)
▶将ST温度从900°C提高到950°C会导致淬火态α’马氏体体积分数更高,这是因为950°C时的β相体积分数比在900°C时高,而且α’/α’’比也更高,因为950°C时β相中的钒含量比在900°C时低,所以斜方α”是较软的马氏体组织[19]。
上述因素的变化通常导致Rp0.2/εF的特性在980MPa/14%到1050MPa/8%之间,为设计人员和材料工程师针对特定零件和应用优化L-PBFTi6Al4V的HPHT(HIP+STA)提供了空间。
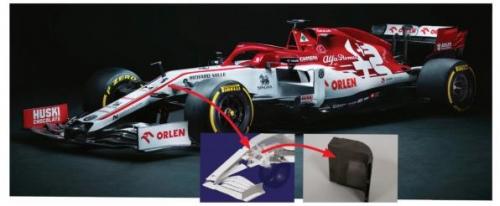
案例研究:HPHT用于L-PBFTi6Al4V一级方程式赛车底盘插件
大约有12个Ti6Al4V制成的插件在F1赛车的CFP“三明治”底盘上的不同的传力点处层叠在一起(图8)。在底盘前段,它们传递来自轨道和悬挂臂以及所有来自前扰流板的空气动力带来的所有的力、扭矩、振动和冲击。它们还将正面碰撞带来的力从正面碰撞结构传送到底盘。
在底盘后段,它们对汽车的纵向和横向刚度至关重要,传递底盘和发动机支架之间的所有连接力、扭矩、振动和冲击。

图8:C39一级方程式赛车的L-PBFTi6Al4V制成并经过HPHT(HIP+STA)后处理的前底盘插件(2+2),阿尔法·罗密欧赛车ORLEN©2020
索伯工程公司(Sauber-Engineering)重新设计了L-PBF的Ti6Al4V底盘插件,每个插件可节省几百克的重量,这对汽车的性能有着巨大的影响。由于极轻的设计,这些插件的横截面非常薄,约为1mm,这使得它们非常适合增材制造,但也容易受到材料缺陷的影响。
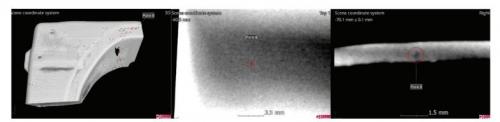
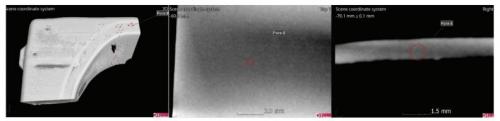
因此,为了最大限度地提高强度和抗疲劳性能,它们的表面在HPHT(HIP+STA)后经过玻璃珠喷丸处理。图3提供了疲劳强度数据,图9a、9b提供了HPHT前后NDT/CT缺陷显示的比较。
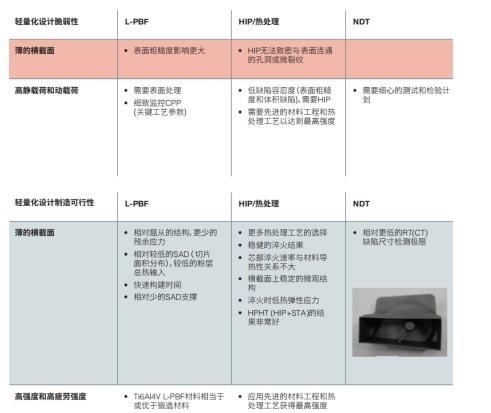
设计人员指定了相对适中的断裂伸长率(εF<7%),这就是为什么底盘插件经过HPHT(HIP+STA)热处理,屈服强度Rp0.2远高于950MPa的原因。有趣的是,这些底盘插件突出了轻量化设计的增材制造部件的脆弱性和他们良好的增材制造可行性(表1)。
案例研究结果分析
◉依据ASTMF2924-14,L-PBFTi6Al4V的常规HIP工艺通过对打印过程中产生的典型缺陷致密化,可有效地使HCF强度达到600MPa(R=-1,N=106)。
◉L-PBFTi6Al4V在常规HIP温度895-955°C时的高温软化可以通过800°C/200MPa的低温HIP工来避免。这样材料的HCF强度可达750MPa(R=-1,N=107),并保持与高温去应力材料相同的屈服强度(Rp0.2>950MPa)。该工艺适用于尺寸小于300µm的缺陷。
◉为了致密1-2mm的大孔(这会发生在L-PBF高速构建时),并最大化屈服强度(Rp0.2>1000MPa),可将先进的高压热处理(HPHT=HIP+STA)成功应用于高性能AM零件。
参考文献
[1]E.Wycisket.al.,“StudyonHotIsostaticPressingofTitaniumAMParts”,Ampower2020
[2]M.Benedettiet.al.,“Theeffectofpost-sinteringtreatmentsonthefatigueandbiologicalbehaviorofTi-6Al-4VELIpartsmadebyselectivelasermelting”,J.Mech.Behav.Biomed.Mater.71(2017)295–306.https://doi.org/10.1016/j.jmbbm.2017.03.024
[3]M.Munsch,„ReduzierungvonEigenspannungenundVerzuginderlaseradditivenFertigung“,ISBN:978-2-954-04501-3,dissertationCullivier-Verlag2013
[4]S.Leuderset.al.,“OnthemechanicalperformanceofstructuresmanufacturedbySelectiveLaserMelting:Damageinitiationandpropagation”,ConferencePaperWorldPMOrlando2014
[5]MingYanandPengYu,“AnOverviewofDensification,MicrostructureandMechanicalPropertyofAdditivelyManufacturedTi-6Al-4V—ComparisonamongSelectiveLaserMelting,ElectronBeamMelting,LaserMetalDepositionandSelectiveLaserSintering,andwithConventionalPowder”,IntechOpen,DOI:10.5772/59275,2015
[6]J.Mezzetta,“Process-PropertyRelationshipsofTi6Al4VFabricatedthroughSelectiveLaserMelting”,Masterthesis,McGillUniversityQuebec2016
[7]G.LütjeringandJ.C.Williams,“Titanium”,Book,OnlineISBN978-3-540-73036-1,Springer2007
[8]T.Kosonenet.al.,“EvaluationofHIP-parametereffectsonAMTitaniumTi-6Al-4V”,conferencepaper,30thAeromatReno2019
[9]M.Ahlforset.al.,“OptimizingHIPandprintingparametersforEBMTi-6Al-4V”,WhitePaper,QuintusTechnologiesAB,2017
[10]E.Arzt,“OptimizationofHIPParametersbyConsideringtheDeformationMechanisms”,Powder
MetallurgyInternational17(1985)
[11]H.Stroppe,“„EinflussderPorositätaufdiemechanischenEigenschaftenvonGusslegierungen“.
Gießereiforschung52(2000)Nr.2,S.58–60
[12]Y.Skrinsky,„Einflußvonheiß-undkaltisostatischemPressenaufdie„statischen“mechanischenWerkstoffkennwertevonGußteilenausAluminiumlegierungen“dissertation,UniversityMagdeburg2002
[13]Q.Xuet.al.,“EffectsofhotisostaticpressingtemperatureoncastingshrinkagedensificationandmicrostructureofTi6Al4Valloy”,ChinaFoundryvol.14(5)2017
[14]D.Herzoget.al.,“ProductivityOptimizationofLaserPowderBedFusionbyHotIsostatic
Pressing”,AdditiveManufacturingvol.36,Elsevier2020
[15]A.Rottstegge,„StrukturbildungsprozessevonEisenbasislegierungenbeimheißisostatischenPressen“,dissertationRuhr-UniversitätBochumISBN978-3-943063-24-0
[16]J.Sieniawskiet.al.,“MicrostructureandMechanicalPropertiesofHighStrengthTwo-Phase
TitaniumAlloys,TitaniumAlloys–AdvancesinPropertiesControl”,2013IntechOpen,DOI
10.5772/56197
[17]O.Stellinget.al.,“InfluenceofProcessingParametersduringHotIsostaticPressingonPropertiesandMicrostructureofAdditiveManufacturedTiAl6V4”,HTMJ.HeatTreatm.Mat.Vol.75(2020)
[18]R.Pederson,“MicrostructureandPhaseTransformationofTi-6Al-4V”,LicentiateThesisLuleåUniversityofTechnology,2002ISSN1402-1757
[19]R.Guptaet.al.,“StudyonVariantsofSolutionTreatmentandAgingCycleofTitaniumAlloyTi6Al4V”,JournalofMaterialsEngineeringandPerformance,DOI10.1007/s11665-016-1993-8
如您想了解关于高压热处理更多的实验数据和研究案例,您可关注Quintus官方微信公众号或前往Quintus官网查看更多。
(来源:News快报)